ABS Nombre completo Copolímero de acrilonitrilo butadieno estireno, con excelentes propiedades físicas y mecánicas integrales, excelente resistencia al impacto a baja temperatura. Estabilidad dimensional. Las propiedades eléctricas, la resistencia al desgaste, las propiedades antiquímicas, el teñido, el procesamiento del producto terminado y el procesamiento mecánico son buenas. Las resinas ABS son resistentes al agua, inorgánicas, alcalinas y resistentes a los ácidos, insolubles en la mayoría de los disolventes de alcohol e hidrocarburos, pero tienden a disolverse en aldehídos, cetonas, ésteres y ciertos clorocarbonos. La Temperatura de deformación térmica de resina ABS es baja combustible, la resistencia a la intemperie es pobre.
La temperatura de fusión está entre 217 y 237 grados C, y la temperatura de descomposición térmica es superior a 250 grados.
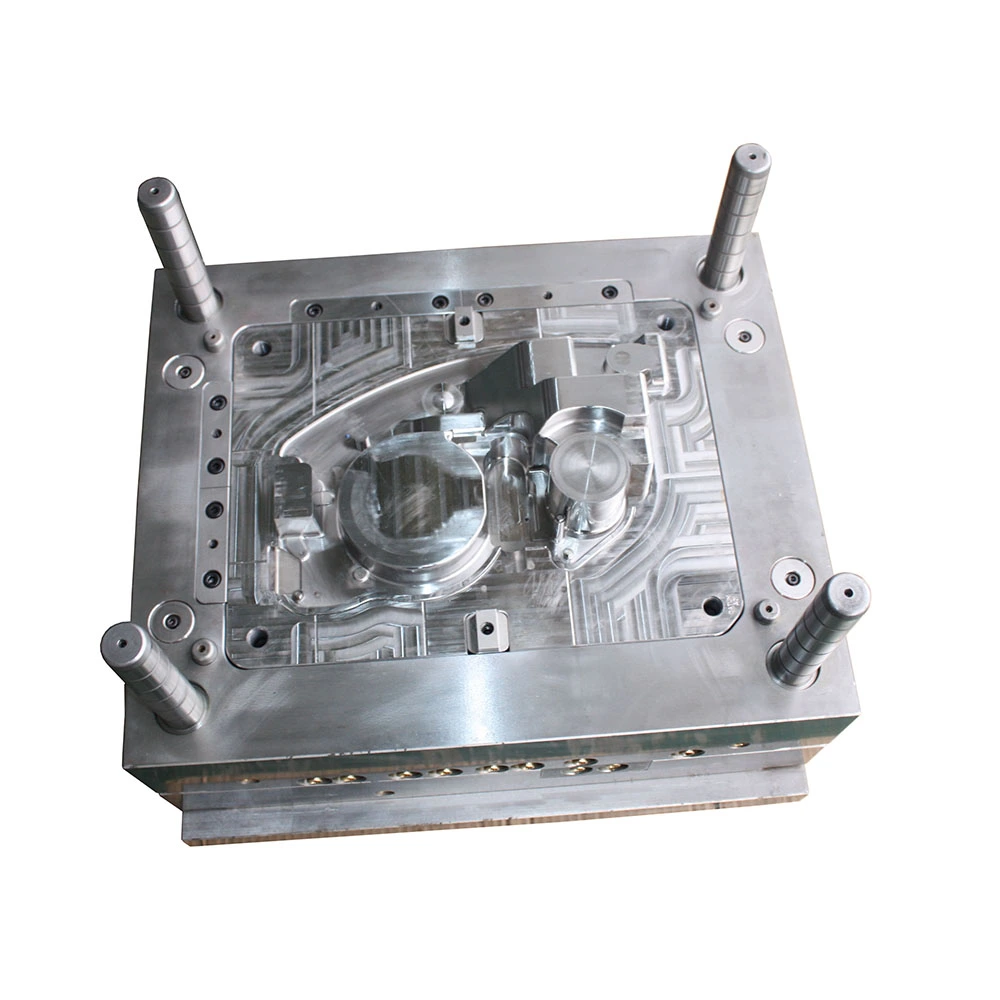
Para el molde de Pieza de plástico ABS, HanKing hará un buen diseño de molde de inyección de plástico a partir del espesor de la pared, ángulo de inclinación, ventilación, sistema de expulsión, equilibrio y buen corredor.
La resina ABS para moldeo por inyección es principalmente un gránulo opaco blanco de marfil claro o porcelana, excepto por resina de grado especial o colorante. La absorción de agua de la resina no es muy alta, por ejemplo, cuando el valor de procesamiento permitido está bajo 0,1 a 0.2%, el proceso de moldeo se puede llevar a cabo sin secado, mientras que el embalaje es ajustado, el almacenamiento es adecuado y los requisitos del producto no son demasiado altos. Sin embargo, si el contenido de humedad de los gránulos excede el valor especificado, debe secarse antes del moldeo por inyección. Cuando hay altos requisitos para gránulos o productos de grado especial (como galvanoplastia), debe secarse antes del proceso de moldeo.
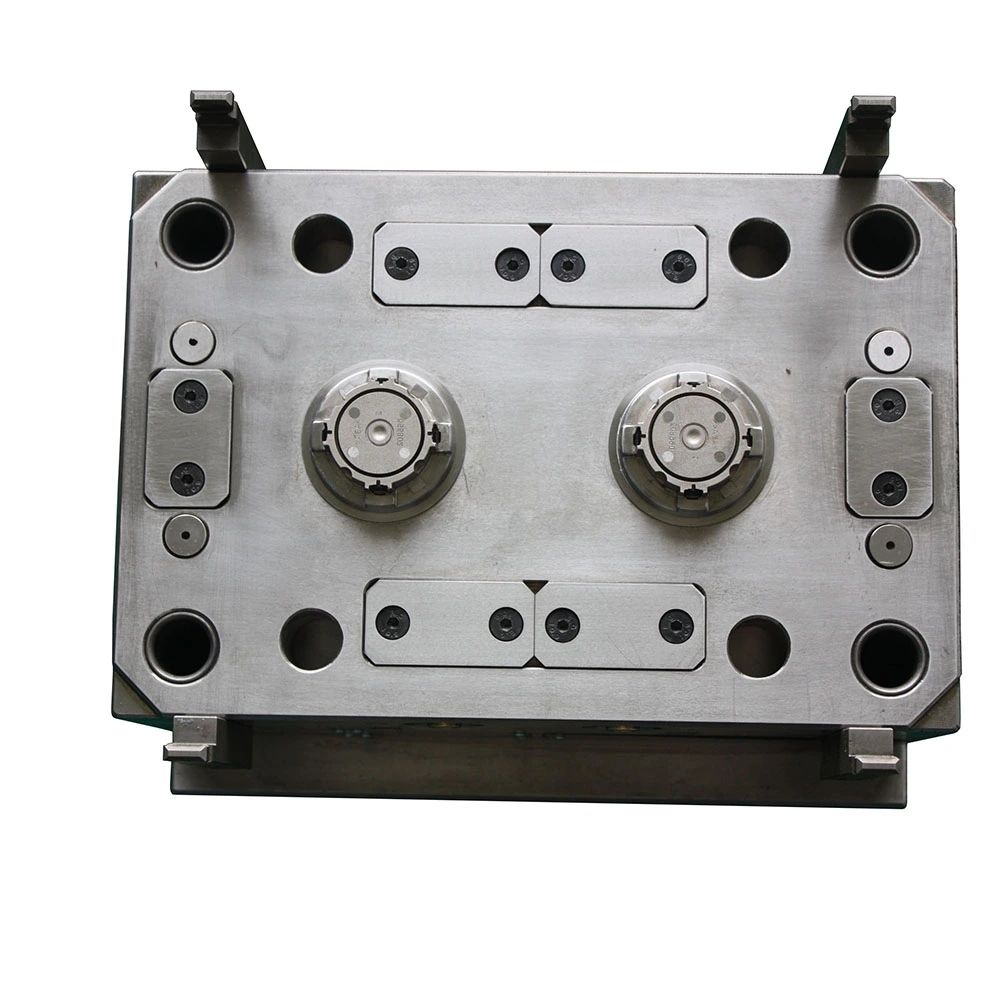
Para que el ABS se derrita llenar todas las partes de la cavidad tan pronto como sea posible, se requiere que el diámetro del canal del corredor no sea inferior a 5mm, el espesor de la puerta debe ser más de la 30% del espesor de la parte de plástico, y la parte recta (Se refiere a la cavidad que se ingresará) La longitud es de aproximadamente 1mm. La posición de la puerta debe determinarse de acuerdo con los requisitos del producto y la dirección del flujo. Para los productos que necesitan ser galvanizados, no se permite que la compuerta esté sobre la superficie del recubrimiento.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어







 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.