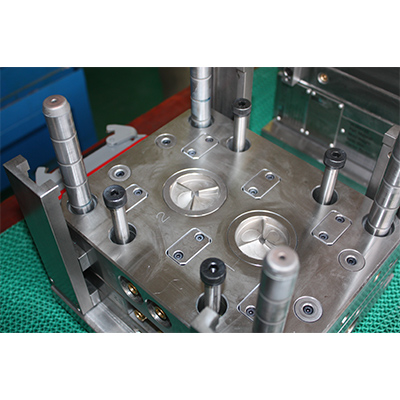
3 molde de placa también se llama molde de puerta de punto.
Hay dos superficies de separación para dividir el molde en tres partes. En comparación con los dos moldes de placa, se agrega la placa de puerta del molde de tres placas. Es adecuado para los moldes que no permiten marcas de compuerta alrededor del producto. Este Tipo de molde utiliza una puerta puntiaguda, por lo que se llama molde de puerta puntiaguda.
El típico proceso de movimiento del molde de la placa 3
El proceso de apertura del molde: el molde de tres placas tiene dos procesos de separación, el primero entre la placa de extracción y la placa de cavidad, y el segundo tiempo entre la placa de cavidad y la placa de núcleo. Cuando el lado del núcleo es tirado por la máquina de moldeo por inyección, ya que la placa A y B están equipadas con un bloqueo de pestillo, Y no hay conexión u obstrucción entre la placa de extracción y la placa A (en la mayoría de los casos, la barra de tracción también está equipada con un resorte) En este momento, La placa de extracción se separa primero de la placa de la cavidad por la fuerza de tracción, y la placa de la cavidad se mueve hacia atrás con la placa del núcleo. Cuando se mueve a la distancia establecida, es bloqueado por el bloque limitador de la barra de tracción, porque la placa A continúa moviéndose con la máquina de moldeo por inyección. Por lo tanto, la barra de tracción también se acciona, y la barra de tracción impulsa la placa de extracción para pasar a la siguiente distancia establecida y luego la barra de tracción y la placa de la cavidad deja de moverse.
La máquina de moldeo por inyección continúa hacia atrás, ya que la fuerza de tracción continúa aumentando, excediendo la fuerza de bloqueo del pestillo, la placa A se separa de la placa B, y se detiene cuando se alcanza la distancia establecida.
La placa eyectora impulsa el mecanismo eyector (el pasador Eyector, la barra eyectora y el elevador) para iniciar el movimiento de eyección, Y el producto terminado se expulsa (el robot lo deja caer o quitar automáticamente).
Proceso de sujeción: cuando hay un mecanismo de retroceso en la placa eyectora, la placa eyectora se retira a la fuerza por la máquina de moldeo por inyección antes de sujetar.
Bajo el empuje de la máquina de moldeo por inyección, el núcleo se mueve hacia el lado de la cavidad, si la placa eyectora no se tira hacia atrás por adelantado, el pasador de retorno primero entra en contacto con la placa de la cavidad. Bajo la fuerza de reacción, la placa eyectora es devuelta por el pasador de retorno.
La placa B se presiona contra la placa A y la placa de extracción, y finalmente se aprieta completamente. La boquilla de la máquina de moldeo por inyección está estrechamente equipada con el buje de la boquilla en el molde, y se inicia el siguiente ciclo de moldeo por inyección.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어



 Consulta
Consulta 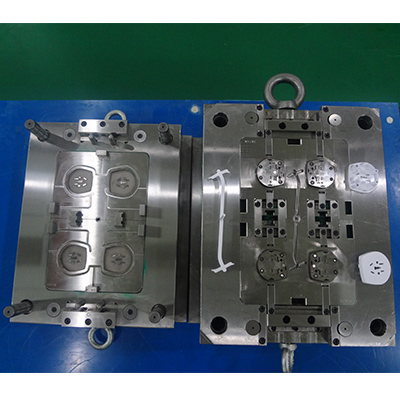





 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.