Experiencia del fabricante de moldeo por inyección de plástico de China con más de diez años de experiencia en la demolición de piezas moldeadas por inyección.
Durante el proceso de producción de moldeo por inyección, a menudo se encuentran dificultades para demoler piezas moldeadas por inyección. La demolición deficiente tiene un impacto significativo en la calidad de los productos moldeados por inyección, y la demolición suave puede causar rasguños o patrones en la superficie del producto; La demolición severa y deficiente puede provocar deformación, deformación, E incluso ruptura y daño. Por lo tanto, resolver el problema del moldeo por inyección deficiente y la demolición afecta la calidad del producto moldeado por inyección final.
Después del moldeo por inyección de plástico, la parte de plástico sale de la cavidad del molde. Ya sea que se utilice un mecanismo de expulsión de un solo componente o de múltiples componentes, el trabajo de demolición generalmente se completa de una vez. Sin embargo, a veces debido a la forma especial de las piezas de plástico de inyección o la necesidad de automatización de la producción, todavía es difícil quitar la pieza de plástico de la cavidad del molde o no puede desprenderse automáticamente después de que se complete un trabajo de demolición. En este momento, se debe agregar otra acción de demolición para que la parte de plástico se desprenda, lo que se llama eyección secundaria. La dificultad para demoler se debe principalmente al ajuste de la puerta o parte de plástico dentro del molde.
Las razones de la dificultad en la demolición de piezas moldeadas por inyección incluyen muchos aspectos:
1. En términos de equipamiento: Fuerza de eyección insuficiente y carrera de eyección.
La fuerza de eyección es el control de fuerza utilizado por el equipo de moldeo por inyección para demoler. Para máquinas de moldeo por inyección de diferentes niveles de importancia, la fuerza máxima de eyección varía. El proceso de moldeo por inyección ideal implica una máquina con una fuerza de eyección preestablecida que es básicamente suficiente, pero no se puede descartar que en los casos en que la pieza de moldeo personalizada es más grande que el rango máximo de moldeo por inyección o la estructura de la pieza de moldeo por inyección es demasiado compleja, Y la fuerza de agarre dentro del molde es demasiado grande. Tener en cuenta estos temas de manera integral es beneficioso para analizar la idoneidad de la fuerza de expulsión.
2. La razón de la mala adherencia y la demolición también puede deberse al molde de inyección de plástico. Como fabricante del molde de inyección, sugiera resolver el problema de demolición desde los siguientes puntos:
A. La superficie de la cavidad del molde de inyección es rugosa.
Si hay defectos en la superficie, como hendiduras, arañazos, cicatrices y abolladuras en la cavidad del molde y el corredor, el producto moldeado de plástico se adhiere fácilmente al molde de inyección, lo que causa dificultad para demoler. Por lo tanto, la suavidad de la superficie de la cavidad del molde y el corredor debe mejorarse tanto como sea posible. La superficie de la cavidad del molde debe estar preferiblemente chapada en cromo. Al pulir, la dirección de la herramienta de pulido debe ser consistente con la dirección del relleno del material fundido.
Y cuando el material fundido produce flash en el área rayada del molde o el espacio del inserto, también puede causar dificultad en la demolición. En este sentido, se debe reparar el área dañada y reducir el espacio entre las inserciones.
B. Insuficiente rigidez del molde.
Si el molde no se puede abrir al comienzo de la inyección, indica que debido a la rigidez insuficiente del molde, la deformación se produce bajo la acción de la presión de inyección. Si la deformación excede el límite elástico, el molde no se puede restaurar a su estado original y no se puede seguir utilizando. Incluso si la deformación no excede el límite elástico del molde, el material fundido se enfría y solidifica en condiciones altas en la cavidad del molde, elimina la presión de inyección y después de que el molde restaura la deformación, la parte de plástico está sujeta por la fuerza de rebote, y el molde aún no se puede abrir.
Por lo tanto, al diseñar moldes, es necesario diseñar suficiente rigidez y resistencia. Al probar el molde, es mejor instalar un medidor de Dial en el molde de inyección para verificar si la cavidad del molde y la base del molde se deforman durante el proceso de llenado. La presión de inyección inicial durante la prueba del molde no debe ser demasiado alta, y la deformación del molde debe observarse mientras aumenta lentamente la presión de inyección para controlar la deformación dentro de un cierto rango.
Cuando se produce una falla de sujeción debido a una fuerza de rebote excesiva, simplemente aumentar la fuerza de apertura no es suficiente. El molde debe dejarse y descomponerse inmediatamente, y las unidades de plástico deben calentarse y ablandarse antes de sacarse. Para moldes con rigidez insuficiente, se puede agregar un marco de acero en el lado exterior del molde para mejorar la rigidez.
C. Ángulo de tiro de demolición insuficiente.
El ángulo de tiro de demolición insuficiente es uno de los importantesRazones de dificultad para demoler. Al diseñar y fabricar moldes de inyección de plástico, se deben garantizar ángulos de demolición suficientes; de lo contrario, es difícil que la pieza de plástico se desmoldee. La eyección forzada a menudo conduce a la deformación de la pieza moldeada por inyección de plástico, el blanqueamiento o agrietamiento de la posición de expulsión, etc. El movimiento del molde debe ser relativamente paralelo a la plantilla fija, de lo contrario, hará que la cavidad se desplace y provoque una demolición deficiente. Al diseñar productos de plástico, el ángulo de inclinación debe indicarse en el dibujo, generalmente entre 1 y 2 grados. En situaciones especiales, se permite estar por encima de los 0,5 grados.
D. Diseño irrazonable del mecanismo de eyección.
Si el mecanismo de eyección tiene una carrera insuficiente, una eyección desigual o un movimiento deficiente de la placa eyectora, todo puede provocar la incapacidad de la pieza moldeada de plástico para desmoldear.
Los fabricantes de moldes de inyección de plástico deben hacer todo lo posible para aumentar el área de eyección efectiva del pasador eyector para garantizar una carrera de eyección suficiente. La velocidad de expulsión de las piezas de plástico moldeadas por inyección debe controlarse dentro de un rango apropiado y no debe ser demasiado rápida ni demasiado lenta. La razón principal para el movimiento de la placa eyectora se debe a la adherencia entre los componentes deslizantes.
E. La mala ventilación del moho o la temperatura del molde demasiado alta.
Los fabricantes de moldes de inyección deben mejorar las condiciones de escape de los moldes y diseñar suficientes canales de ventilación.
F. Dificultades en la demolición causadas por el proceso de moldeo por inyección.
A. La temperatura del barril es demasiado alta o hay demasiado volumen de inyección. Cuando la temperatura del molde es demasiado alta, el enfriamiento del material fundido en la cavidad no está en su lugar, y el volumen no vuelve al tamaño preestablecido, resultando en la incapacidad de la parte de plástico para desmoldear;
B. La presión de inyección es demasiado alta o los tiempos de retención y enfriamiento son largos. La temperatura de inyección incluye la temperatura del barril, la temperatura de la boquilla, etc. Si la temperatura es demasiado alta, el material fundido que entra en la cavidad del molde no se puede enfriar y formar en el tiempo predeterminado, lo que también afecta el efecto de demolición;
C. Volumen excesivo de la inyección. Cuando el volumen de inyección excede la capacidad de la cavidad, a menudo se denomina expansión del molde. Cuando se inyecta demasiado material fundido, se expandirá cuando se libere la presión, lo que hará que se expanda firmemente sobre el molde y no se pueda eliminar. Ajustar el volumen de inyección puede resolver este problema;
D. Ciclo de inyección inadecuado. Si la presión de inyección es demasiado alta, el tiempo de mantenimiento o el tiempo de enfriamiento es demasiado largo durante el moldeo por inyección, también existe el riesgo de dificultad en la demolición. Los productos completamente enfriados tampoco son fáciles de desmoldear, y el ciclo de inyección debe ser apropiado.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어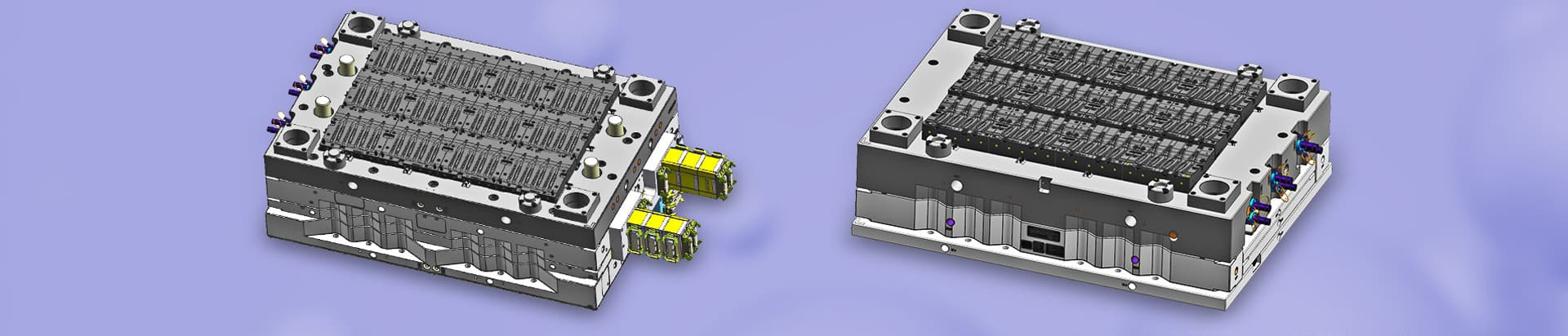






 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.