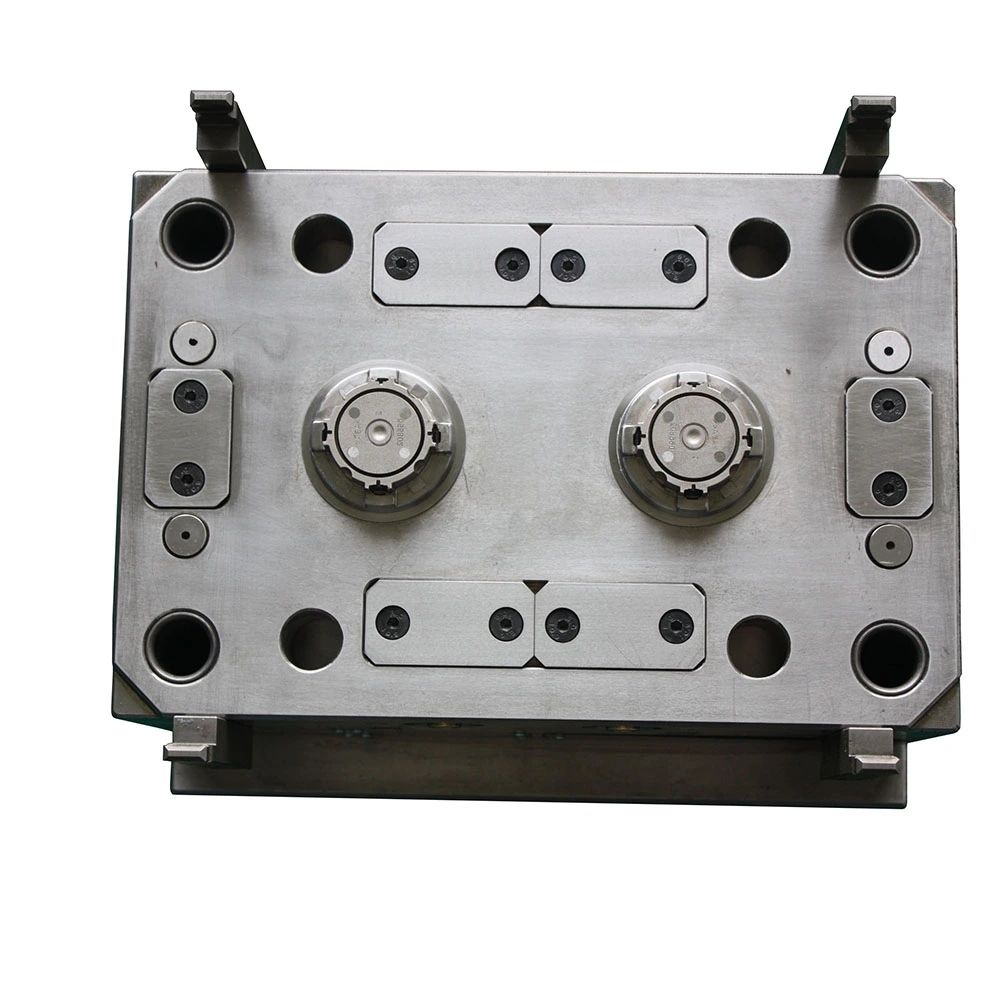
Para moldes de piezas de plástico ABS, HanKing hará un buen diseño de molde de inyección de plástico a partir del espesor de la pared, ángulo de inclinación, ventilación, sistema de expulsión, equilibrio y un buen corredor.
Diseño para moldes de inyección de plástico ABS
1. Espesor de la pared del producto:
El espesor de la pared del producto está relacionado con la longitud de flujo de la masa fundida, la eficiencia de producción y los requisitos de uso. La relación entre la longitud de flujo máximo de la masa fundida de ABS y el espesor de la pared del producto es de aproximadamente 190:1. Este valor variará dependiendo del grado. Por lo tanto, el espesor de la pared del producto ABS no debe ser demasiado delgado. Para los productos tiene requisitos de galvanoplastia, el espesor de la pared debe ser ligeramente más grueso para aumentar la adherencia del revestimiento a la superficie del artículo. Para este propósito, el espesor de pared del producto está preferiblemente entre 1,5 y 4,5mm.
Al considerar el espesor de la pared del producto, debemos prestar atención a la uniformidad del espesor de la pared, no haga una gran diferencia de espesor de pared. Para que los productos sean galvanizados, la superficie debe ser plana sin irregularidades, porque estas piezas son difíciles de eliminar debido a la electricidad estática, que es difícil de eliminar. La solidez del revestimiento se deteriora. Además, se debe evitar la presencia de esquinas afiladas para evitar la concentración de estrés. Por lo tanto, es aconsejable utilizar arcos para transiciones como esquinas y juntas gruesas.
2. DAFTER ángulo:
El ángulo de inclinación del producto está directamente relacionado con la tasa de contracción. Debido a los diferentes grados, las diferentes formas del producto y las diferentes condiciones de moldeo, la tasa de contracción del moldeo tiene una cierta diferencia, generalmente 0,3 ~ 0.6%, a veces es 0,4 ~ 0.8%, por lo que la precisión del tamaño de moldeo del producto es alta. Para el producto ABS, el ángulo de inclinación se considera de la siguiente manera: la parte del núcleo es de 31 ° en la dirección de demolición, Y la parte de la cavidad se toma 4 (/1 ° 20 'en la dirección de decapado. Para productos con formas o letras y patrones complejos, el ángulo de inclinación debe aumentarse adecuadamente.
3. eyección:
Dado que el acabado de la superficie de los productos tiene una gran influencia en el rendimiento de la galvanoplastia, cualquier rasguño leve en la superficie aparentemente quedará expuesto después de la galvanoplastia, de modo que no se permiten daños en la cavidad. También se requiere una gran área efectiva para la eyección, una buena sincronización de los múltiples pasadores eyectores en el proceso de eyección y una fuerza de eyección uniforme.
4. ventilación:
Para prevenir la aparición de una ventilación deficiente en el proceso de llenado, haga que la quema de fusión, la línea de costura obvia y otros problemas, se requiere abrir un orificio de ventilación o ranura de ventilación en la que La profundidad no sea superior a 0,04mm, para que el gas se pueda agotar.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어
 Consulta
Consulta 





 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.