El punto clave está diseñado, buen diseño viene a la producción de alto rendimiento. El nivel de diseño conduce a menores costos y una mejor eficiencia.
80% de los problemas encontrados durante la prueba del molde y la producción en masa se debió al peor diseño.
El rendimiento se puede aumentar drásticamente cuando se siguen los principios mencionados a continuación:
1. Escenario de diseño de piezas: el grosor uniforme, el grosor no uniforme traerá muchos problemas, por ejemplo, trampa de aire, deformación, línea de soldadura de ondulación, chorro, marca del fregadero, vacío, tiro corto y marca de tensión, etc. durante el moldeo por inyección de plástico. El espesor cristalino estará dentro del espesor nominal ± 10%, el espesor no cristalino no será superior al espesor ± 25%.
Evitar La Esquina afilada en la esquina curva y afilada es un lugar de concentración de tensión que sería un punto de partida de grietas. La concentración de alta tensión se encuentra cuando el radio worner es más pequeño que 25% del espesor de la pieza. La esquina se puede reforzar cuando se utiliza 75% del grosor de la pieza para los radios de las esquinas. El radio de esquina aceptable es 50% del espesor de la pieza.
El ángulo de inclinación debe ser lo suficientemente grande, el pequeño ángulo de inclinación causará estrés blanco en la eyección y un largo ciclo de tiempo. En principio, el ángulo de inclinación debe ser mínimo de 0,5 grados y superior a 1 grado. El ángulo de inclinación puede ser mayor siempre que el Cliente acepte.
ParaMolde de inyección de plástico, La contracción también es crítica, la mayoría de la contracción del molde se basa en el espesor de la pared de 3.175mm, pero el espesor de la mayoría de las piezas actuales es inferior a 3mm, por lo que la dimensión de la cavidad del molde de plástico se sobreestima cuando se usa la contracción basada en 3.175mm, lo que producirá una parte de mayor tamaño.
2. etapa de diseño del molde: puertas y respiraderos suficientemente grandes, balance de flujo e incluso refrigeración. Las suficientes puertas y respiraderos grandes son las claves para un moldeo por inyección exitoso. Las puertas y respiraderos pequeños causarían defecciones que incluyen coronas, marcas de chorro, ondulaciones, rayas marrones, rayas plateadas, tiro corto, warpage, marcas del fregadero, líneas de soldadura, vacíos, marcas de quemaduras, marcas de gas, etc.
En principio, el espesor de la puerta no debe ser inferior a 60% del espesor de la pared de la pieza donde se encuentra la puerta. La profundidad de la ventilación depende de qué resina plástica se utilice, la cantidad de ventilación es cada vez más profunda en función de la ausencia de flash.
El equilibrio de flujo es el principio más importante del molde de inyección de plástico, significa que los frentes de fusión llegan a los extremos de la cavidad al mismo tiempo sin importar un molde de una sola cavidad o un molde de múltiples cavidades. Se utiliza un molde desequilibrado de flujo, las deserciones más comunes incluyen tiro corto, Flash y warpage. Cuando el número de compuertas de un molde de inyección es el mismo para cada cavidad, un molde equilibrado de flujo necesita una presión de inyección mínima y una fuerza de abrazadera. El buen diseño de flujo admite distribuciones uniformes de presión de fusión, temperatura y contracción volumétrica, y producción en masa estable y constante.
Otro principio paraDiseño de molde de plásticoIncluso se enfría, la gran diferencia de temperatura del molde entre los lados de la cavidad y el núcleo causará un largo tiempo de ciclo y una parte de deformación.
Con CAE, ajustar las temperaturas del refrigerante y los caudales para tener una distribución simétrica del flujo de calor y la tensión residual al centro de la pared de la pieza, lo que minimizará el momento de flexión aplicado a la pieza y estabilizará la pieza dimensiones.
3. La máquina de moldeo por inyección correcta también es muy importante para obtener una buena pieza de plástico, antes de comenzar el diseño del molde, debemos aprender para la especificación de la máquina del cliente, no es realista requerir la máquina de inyección del uso del cliente según el diseño del molde, es la mejor situación si el cliente puede pedir la nueva máquina de la inyección, Si no un buen diseñador debe hacer coincidir su diseño de molde con la máquina del cliente, y negar ondas, tiro corto, crack, warpage, flash, degradación, etc.
El parámetro de inyección también ayuda mucho, el tiempo de inyección optimizado, el perfil de velocidad de RAM, el tiempo de mantenimiento y la presión frente a la curva de tiempo, etc.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어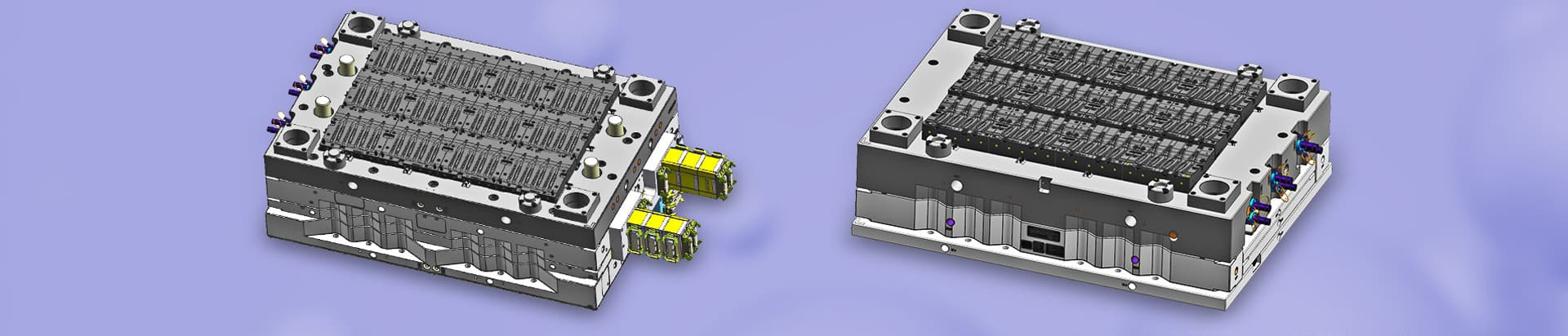





 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.