El desarrollo de productos de carcasa de teléfono móvil debe pasar por el proceso de diseño de la estructura del producto, desarrollo y diseño del molde, producción de moldeo por inyección, impresión en aerosol, etc. Cada enlace afectará la apariencia de la carcasa del teléfono móvil. HANKING MOULD ENGINEERING LTD. tiene algunas sugerencias sobre los problemas a los que se debe prestar atención durante el proceso de moldeo por inyección de moldes de carcasa de teléfonos móviles. Esperamos que esto pueda serle útil.
1. Diseño de molde de inyección de teléfono móvil Shell
ElDiseño de molde de inyecciónDe la carcasa del teléfono móvil debe tener en cuenta la estructura y el montaje del producto. Además, la expulsión del producto y su disposición de la vía fluvial y la distribución de la entrada de pegamento deben considerarse en el proceso de fabricación. Lo siguiente presenta brevemente los puntos de atención del diseño de las costillas, ganchos y orificios de las tuercas del producto.
2. El diseño del molde de inyección de la costilla de la carcasa del teléfono móvil
Cuando se usa PC o ABS PC, el grosor de la costilla no es más de 0,6 veces el grosor de la carcasa del teléfono. La relación de aspecto no puede exceder de 3 a 5 veces su propio espesor.
El ángulo de inclinación del molde de la carcasa del teléfono móvil es de aproximadamente 0,5 a 1,0 grados.
El espacio entre las dos costillas es más de 3 veces el espesor de la pared.
3. El esquema de diseño del molde de inyección del gancho del molde de la cáscara del teléfono móvil
La especificación de entrada de la tarjeta del gancho es generalmente de 0,5mm a 0,8mm.
El gancho se mueve hacia abajo 0,2mm desde la superficie de separación, lo que es beneficioso para el procesamiento del molde de la carcasa del teléfono móvil.
La superficie oclusal del gancho y la ranura para tarjetas tiene un espacio de 0,05mm para una fácil reparación del molde en el futuro.
Se reserva un espacio de 0,3mm en la parte superior de la ranura en la parte inferior del gancho elástico como un espacio para la deformación del gancho.
Las otras superficies de apareamiento deben dejar un espacio de 0,1 a 0,2mm.
El poste de guía oblicuo del gancho tiene que dejar una disposición de carrera de 6 a 8mm.
La punta del gancho tiene un arco de 0,1mm para un fácil desmontaje y montaje.
Se puede dejar un calado de 2 grados en las superficies de apareamiento de los ganchos como un desmontaje.
El ángulo de guía R en la parte inferior de la ranura mejora la resistencia a la compresión, por lo que el ángulo de inclinación del área con diferente grosor de la carne se utiliza como área de conversión.
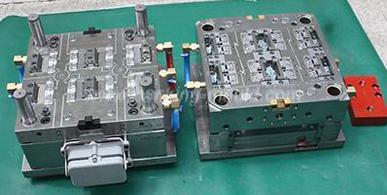
4. Teléfono Móvil Shell molde plástico proceso de producción de moldeo por inyección
Las carcasas de los teléfonos móviles generalmente se moldean a partir de materiales ABS de PC o PC. Debido a la mala fluidez de la PC, el proceso generalmente utiliza alta temperatura del molde y alta temperatura del material para llenar; La puerta utilizada suele ser una puerta de punto. Al llenar, es necesario usar moldeo por inyección graduado para encontrar la posición de la puerta y la posición de conmutación V-P (presión de retención de inyección), que será de gran ayuda para resolver anomalías como las marcas de gas de la puerta y el flash de relleno.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어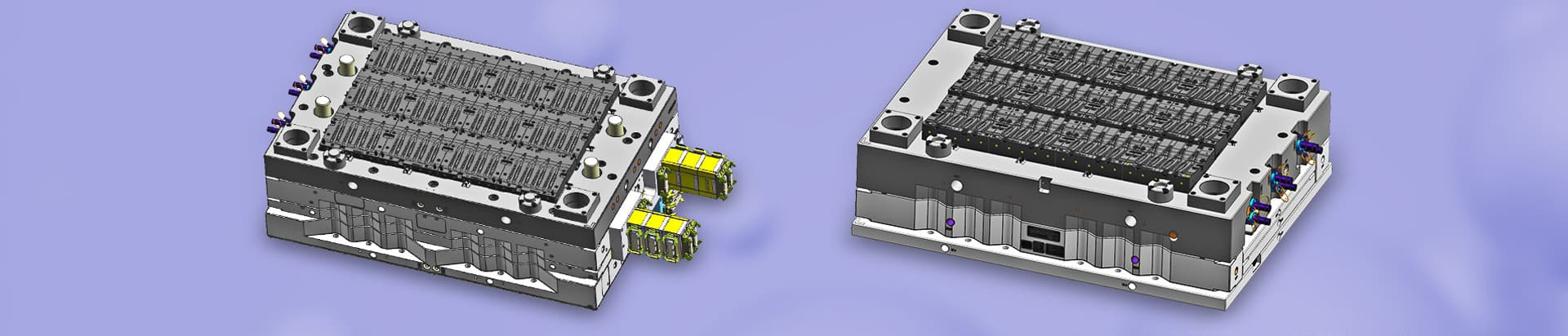




 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.