Ⅰ. Control EDM de moldes de precisión
1. Preparación para el corte de alambre
El corte de alambre adopta la máquina de corte de alambre de movimiento lento de precisión, la precisión de mecanizado es de ± 0.001mm y la rugosidad Ra = 0.2um. Al elegir un alambre de corte de línea de flotación desionizado con alto grado de desionización, la verticalidad cumple con los requisitos de precisión de procesamiento de moldes, la tensión es moderada, Y el material del alambre de corte es compatible con el material de la pieza de trabajo, para garantizar una velocidad de procesamiento razonable.
2. Diseño de ruta de procesamiento
El equilibrio de tensión original del material mediante el corte de alambre se destruye durante el procesamiento, lo que provoca la concentración de tensión en las esquinas. El método para hacer frente a la concentración de tensión es utilizar el principio de traducción vectorial, dejar 0,8 ~ 0,9mm antes de terminar el molde de precisión, pre-máquina DE LA FORMA áspera de la cavidad, y luego realizar un tratamiento térmico para liberar la tensión de mecanizado tanto como sea posible antes del acabado, a fin de garantizar la estabilidad térmica.
3. Proceso de EDM
En EDM, se producen electrodos rugosos y finos respectivamente. El electrodo fino es procesado por la máquina herramienta de control numérico CNC. Los electrodos de aleación Cu-W tienen un buen rendimiento integral y la pérdida de electrodos es menor que la de los electrodos de cobre. Bajo buenas condiciones de eliminación de virutas, los moldes de precisión pueden procesar materiales y piezas difíciles de mecanizar con formas transversales complejas. Los electrodos de aleación Ag-W tienen un mejor rendimiento que los electrodos de aleación Cu-W y se utilizan para el mecanizado de precisión. Los electrodos de grafito están hechos de grafito importado con baja pérdida, alta dureza, corrosión galvánica rápida y baja rugosidad de la superficie. El recorte preciso se dispone antes del final de EDM para eliminar la capa delgada endurecida formada sobre la superficie.
Una y otra vez. Tratamiento superficial de moldes de precisión y montaje de moldes
1. Tratamiento superficial
El molde de precisión se trata en la superficie después del acabado. La superficie de la pieza de trabajo está libre de poros, uniforme en dureza, pequeña en características anisotrópicas, baja en inclusiones, y libre de marcas de herramientas y marcas de desgaste en la superficie de las partes donde se concentra el estrés. Los bordes, los ángulos agudos y los orificios de la pieza de trabajo se romen al pulir, moler y moler. Después del mecanizado eléctrico, la superficie es de color blanco grisáceo, y la capa endurecida metamórfica de 6-10 m debe eliminarse. Esta capa es quebradiza y tiene tensión residual, y la capa endurecida debe eliminarse por completo antes de su uso.
2. Montaje del molde de precisión
La pieza de trabajo debe desmagnetizarse completamente antes del ensamblaje, y la superficie debe limpiarse con acetato de etilo. En el proceso de molienda y mecanizado eléctrico, la pieza de trabajo se imantará hasta cierto punto, y tiene una fuerza magnética débil, que es fácil de absorber algunos desechos pequeños. Durante el proceso de ensamblaje: comprenda completamente la estructura y los requisitos técnicos del dibujo de la Asamblea, y organice todo tipo de piezas. Enumere correctamente el orden de ensamblaje de los componentes entre sí. Compruebe la precisión dimensional de cada componente y aclare los requisitos correspondientes. Complete las herramientas de montaje requeridas. Primero instale el poste de guía y el manguito de guía de la parte base del molde de precisión, y la combinación incrustada de los componentes del bloque de formación de la cavidad. La Plantilla de ensamblaje se combina con punzón y troquel para ajustar la posición de cada placa. Abra y cierre el molde para verificar si la acción del molde es precisa y confiable.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어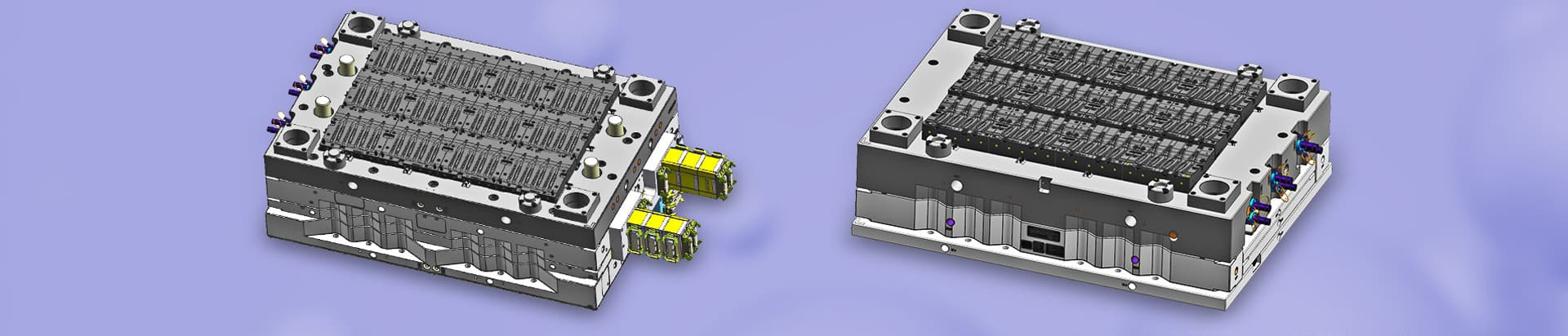






 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.