Ⅰ. Puntos principales de fabricación de moldes de engranajes
1. Procesamiento del perfil del diente: los dientes rectos se procesan con precisión mediante un cable de movimiento lento, y se seleccionan al menos 1 recorte y 3 herramientas de corte para lograr una superficie más suave; el anillo del engranaje helicoidal es procesado por la espiral del electrodo del engranaje, y la precisión del electrodo del diente helicoidal es muy alta.
2. el procesamiento del bloque de posición del tubo circular en la superficie de separación requiere el procesamiento de alambre lento simultáneo de las placas A y B para garantizar un posicionamiento coaxial preciso.
3. Los moldes e insertos cilíndricos deben ser procesados por amoladoras cilíndricas internas y externas, y las cavidades del molde de las placas A y B deben ser procesadas por amoladoras coordinadas. De lo contrario, la cilíndrica, la rectitud, la verticalidad y la aspereza no pueden cumplir con los requisitos y los productos no pueden ser "precisos".
4. Para inserciones generales de anillo de engranaje, después de que se procesa el perfil del diente, el grosor de la pieza de trabajo no puede ser procesado por una amoladora, de lo contrario causará rebabas transversales en la superficie del diente, Y la pieza de trabajo será desechada. En caso de necesidad real, solo se utiliza el procesamiento EDM para reducir la superficie.
5. pulido a presión: el pulido a presión y el burring no están permitidos en la superficie del diente y los bordes, y la rugosidad relevante solo se puede lograr mediante un mecanizado eléctrico de una sola vez. Al mismo tiempo, cuanto más largo sea el tiempo de procesamiento del molde del engranaje, más suave será la superficie del diente de acero.
Una y otra vez. Etapa de prueba del molde de engranajes
1. Durante T1, la línea de agua debe estar conectada. El molde del engranaje es diferente del molde de la carcasa. La Estructura de diseño ha determinado que la línea de agua se puede conectar antes de T1. Si la línea de agua no está conectada, la muestra variará mucho en tamaño y equilibrio térmico local, lo que afecta directamente la cristalinidad y la contracción del material plástico, y afecta la precisión y la estabilidad dimensional del producto.
2. Durante T1, primero asegúrese de que el diámetro exterior y el grosor del engranaje, porque estas dos dimensiones son generalmente ignoradas o difíciles de cambiar durante la reparación del molde del engranaje. A continuación, compruebe otras dimensiones. Siempre que los dos primeros estén garantizados, y con las condiciones de moldeo estables, otras dimensiones pueden ser aceptadas temporalmente, y luego el molde se repara y se completa por segunda vez. En términos generales, cuando el diámetro exterior del diente está garantizado, el contorno de un solo perfil de diente no será muy diferente del teórico.
3. Una vez que el final del producto se ha reducido en ambos extremos o en el medio, incluso si el ajuste no puede resolver el problema, tenga en cuenta que esto no significa necesariamente que la muestra sea NG. En la mayoría de los casos, siempre que la situación de malla sea aceptable, el cliente generalmente la aceptará.
Ⅲ. Prueba de muestra de molde de engranaje
Para medir el diámetro exterior del diente, generalmente se puede usar una pinza digital, pero para engranajes con múltiplos de 3 y 5 dientes, se utilizan un micrómetro de 3 gancho y un micrómetro de 5 gancho. El contorno proyectado de la película puede estar en el perfil de los dientes.
Sin embargo, para pruebas de precisión, se requiere equipo profesional de prueba electrónica de engranajes. Los engranajes de muestra están equipados con dientes estándar para encajar entre sí, y luego se ingresan los parámetros relevantes de los engranajes requeridos. La computadora muestra automáticamente los datos de prueba, incluida la desviación radial de los engranajes y otros parámetros.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어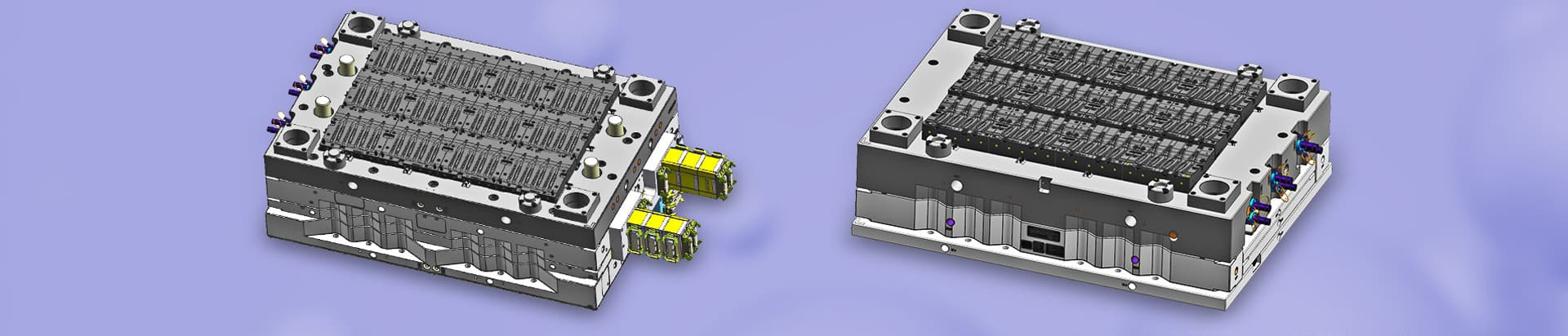




 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.