La forma estructural y la calidad de procesamiento del molde de moldeo por inyección afectan directamente la calidad y la eficiencia de producción de los productos de plástico. Hay muchos fallos en el proceso de producción de moldes de moldeo por inyección.
1. Dificultad para quitar la puerta del molde de moldeo por inyección
Durante el proceso de moldeo por inyección, la puerta se adhiere al manguito de la puerta y no es fácil de salir. Cuando elMolde de moldeo por inyecciónSe abre, el producto está dañado por grietas. Además, el operador debe eliminar la punta de la barra de cobre de la boquilla para aflojarla antes de desmoldar, lo que afecta seriamente la eficiencia de la producción. La razón principal de esta falla es el mal acabado del agujero cónico de la puerta y las marcas del cuchillo en la dirección circunferencial del agujero interno.
Además, el material es demasiado suave, el pequeño extremo del agujero cónico se deforma o daña después de un período de uso, y el arco esférico de la boquilla es demasiado pequeño, haciendo que el material de la puerta produzca una cabeza de remache aquí. El orificio cónico de La Manga del colador es difícil de procesar y las piezas estándar deben usarse tanto como sea posible. Si necesita procesarlo usted mismo, también debe hacer o comprar un escariador especial. El agujero cónico debe ser molido a Ra0.4 o menos. Además, se deben proporcionar varillas de tracción de compuertas o mecanismos de expulsión de compuertas.
2. El daño de la columna guía del molde de moldeo por inyección
El poste de guía desempeña principalmente un papel de guía en el molde de moldeo por inyección para garantizar que las superficies de moldeo del núcleo y la cavidad no se toquen entre sí bajo ninguna circunstancia. y el poste de guía no se puede utilizar como parte de fuerza o parte de posicionamiento.
En los siguientes casos, los moldes móviles y fijos generarán una enorme fuerza de deflexión lateral durante la inyección:
1) Cuando el espesor de la pared de las piezas de plástico no es uniforme, el caudal del material que pasa a través de la pared gruesa es grande, y aquí se genera una gran presión;
2) El lado de la pieza de plástico es asimétrico, como el molde de inyección de la superficie de separación escalonada, la contrapresión en los lados opuestos no es igual.
3. El desplazamiento del molde móvil y fijo del molde de moldeo por inyección
Para moldes grandes, debido a las diferentes tasas de llenado en cada dirección y la influencia del propio peso del molde cuando se instala el molde, se producen los desplazamientos de molde dinámicos y fijos. En estos casos, la fuerza de deflexión lateral se aplicará al poste de guía durante la inyección, y la superficie del poste de guía será rugosa y dañada cuando se abra el molde.
Para resolver los problemas anteriores, se agregan teclas de posicionamiento de alta resistencia en la superficie de separación del molde de moldeo por inyección, una en cada uno de los cuatro lados. La forma más conveniente y efectiva es utilizar una llave cilíndrica. La verticalidad del agujero guía y la superficie de separación es muy importante. En el procesamiento, el troquel móvil y fijo y se sujetan se alinean con la posición, y luego la máquina aburrida se termina a la vez, que puede asegurar la concentricidad de los agujeros móviles y fijos de la matriz y minimizar el error de verticalidad. Además, la dureza del tratamiento térmico del poste de guía y el casquillo de guía debe cumplir con los requisitos de diseño.
4. La plantilla móvil del molde de moldeo por inyección está doblada
Cuando se inyecta el molde de moldeo por inyección, el plástico fundido en la cavidad del molde genera una enorme contrapresión, generalmente 600 ~ 1000 kg/cm. Los fabricantes de moldes a veces no prestan atención a este problema y, a menudo, cambian el tamaño de diseño original o reemplazan la plantilla móvil con placas de acero de baja resistencia. En el molde con Eyector, debido al gran tramo entre los dos lados, la plantilla se dobla durante la inyección.
Por lo tanto, la plantilla móvil debe estar hecha de acero de alta calidad con suficiente espesor, y no deben usarse placas de acero de baja resistencia como A3. Cuando sea necesario, se deben colocar columnas de soporte o bloques de soporte debajo de la plantilla móvil para reducir el grosor de la plantilla y mejorar la capacidad de carga.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어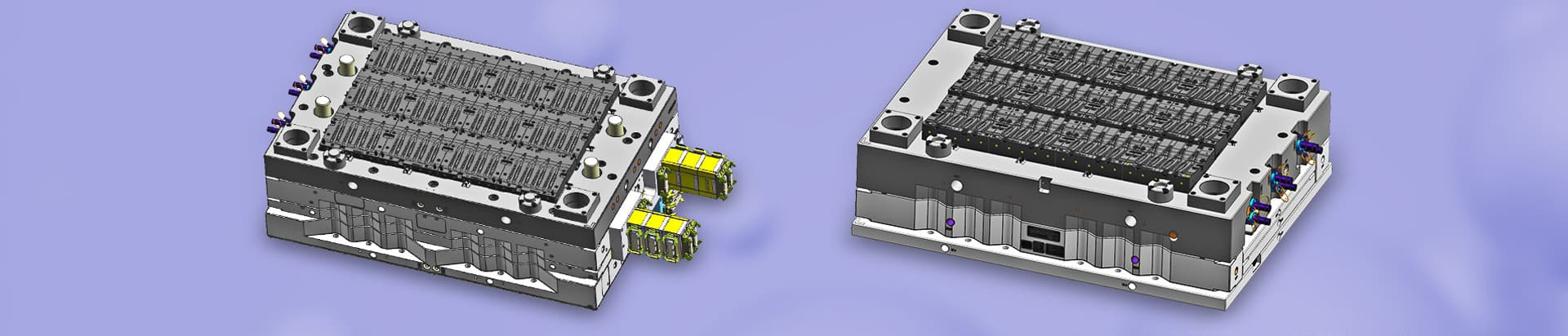





 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.