El molde de moldeo por inyección es una herramienta que se combina con las máquinas de moldeo de plástico en la industria de procesamiento de plásticos para dar a los productos de plástico una configuración completa y dimensiones precisas. Según los diferentes métodos de moldeo, se puede dividir en diferentes tipos de moldes. A través de la cooperación de varios sistemas o mecanismos auxiliares en el molde de moldeo por inyección, las partículas de plástico se licuan y se llenan en la cavidad del molde por alta temperatura, Y la herramienta para producir piezas industriales con forma específica, tamaño, función y calidad.
Los moldes de moldeo por inyección comunes se pueden dividir en las siguientes categorías:
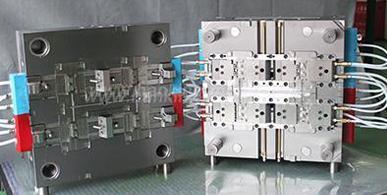
1. molde de moldeo por inyección de superficie de separación única
Cuando se abre el molde, el molde móvil y el molde fijo se separan para sacar las piezas de plástico, lo que se llama un molde de superficie de separación única, también conocido como molde de doble placa. Es la forma más simple y básica de molde de inyección. Puede diseñarse como un molde de inyección de una sola cavidad o un molde de inyección de múltiples cavidades según las necesidades. Es el molde de inyección más ampliamente utilizado.
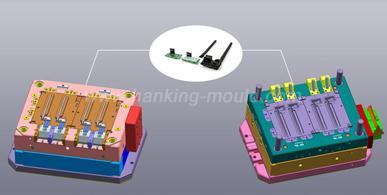
2. molde de moldeo por inyección de doble superficie de separación
La superficie de doble separaciónMolde de moldeo por inyecciónTiene dos superficies de separación. En comparación con el molde de moldeo por inyección de superficie de una sola pieza, el molde de moldeo por inyección de superficie de doble separación agrega una placa intermedia parcialmente móvil (también llamada placa de puerta móvil, que está equipada con puerta, corredor y otras partes y componentes requeridos por el Molde fijo), por lo que también se llama de tres placas (plantilla móvil, Placa intermedia, plantilla fija) molde de inyección, que se utiliza a menudo en un molde de inyección de cavidad única o cavidad múltiple con alimentación de puerta puntual, cuando se abre el molde, la placa intermedia está separada de la platina fija por una cierta distancia en la columna de guía del molde fijo, Para que el condensado del sistema de vertido se pueda sacar entre las dos placas.
El molde de inyección de superficie de doble separación tiene una estructura compleja, un alto costo de fabricación y un procesamiento de piezas difícil. Generalmente, no se utiliza para el moldeo de productos de plástico grandes o extra grandes.
3. Molde de moldeo por inyección con separación lateral y mecanismo de tracción del núcleo
Cuando la parte de plástico tiene agujeros laterales o socavones, es necesario usar un núcleo o control deslizante que pueda moverse lateralmente. Después del moldeo por inyección, el molde móvil primero se mueve hacia abajo una cierta distancia, y luego la sección inclinada del pasador curvo fijado en la placa fija obliga al deslizador a moverse hacia afuera, Y al mismo tiempo, La barra de empuje del mecanismo de desmoldeo empuja la placa de empuje para que la pieza de plástico se despegue del núcleo.
4. moldes de moldeo por inyección con piezas de moldeo móviles
Debido a algunas estructuras especiales dePiezas de molde de moldeo por inyección, El molde de moldeo por inyección debe estar equipado con piezas de moldeo móviles, como perforaciones móviles, moldes cóncavos móviles, inserciones móviles, núcleos o anillos roscados móviles, etc., que se puede combinar con las piezas de plástico durante la demolición. Se retiran juntos del molde y luego se separan de la parte de plástico.
5. molde de moldeo por inyección de descarga de hilo automático
Para piezas de plástico roscadas, cuando se requiere demolición automática, se puede configurar un núcleo o anillo roscado giratorio en el molde de moldeo por inyección, Y la acción de apertura del molde o el mecanismo de rotación de la máquina de moldeo por inyección, O un dispositivo de transmisión especial se puede utilizar para impulsar el núcleo del tornillo o el anillo del tornillo para girar, a fin de salir de las piezas de plástico.
6. No hay molde de moldeo por inyección de corredor
El molde de moldeo por inyección sin corredor se refiere al método de calentamiento adiabático del corredor para mantener el plástico entre la boquilla y la cavidad de la máquina de moldeo por inyección en un estado fundido, para que no haya un sistema de compuertas que se congele cuando se abra el molde y se saquen las piezas de plástico. El primero se llama molde de inyección de corredor adiabático, y el segundo se llama molde de inyección de canal caliente.
7. molde de moldeo por inyección de ángulo recto
Los moldes de moldeo por inyección de ángulo recto solo son adecuados para máquinas de moldeo por inyección de ángulo. A diferencia de otros moldes de inyección, la Dirección de Alimentación de este tipo de molde es perpendicular a la dirección de apertura y cierre durante el moldeo.
Su canal de flujo principal se abre en ambos lados de las superficies de separación de moldes móviles y fijos, y su área de sección transversal generalmente no cambia, que es diferente de otros moldes de máquinas de moldeo por inyección. Inser de corredor reemplazableLos TS se pueden colocar al final del colador para evitar el desgaste y la deformación entre la boquilla de la máquina de moldeo por inyección y el extremo de entrada del colador.
8. molde de moldeo por inyección con mecanismo de demolición en molde fijo
En la mayoría de los moldes de inyección, el dispositivo de demolición se instala en el lado del molde móvil, que es propicio para el trabajo del dispositivo eyector en el sistema de apertura y cierre del molde de la máquina de moldeo por inyección.
En la producción real, algunas piezas de plástico están limitadas por la forma, y es mejor dejar las piezas de plástico en el lado del molde fijo para el moldeo. Para hacer que las piezas de plástico salgan del molde, se debe instalar un mecanismo de demolición en el lado del molde fijo.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어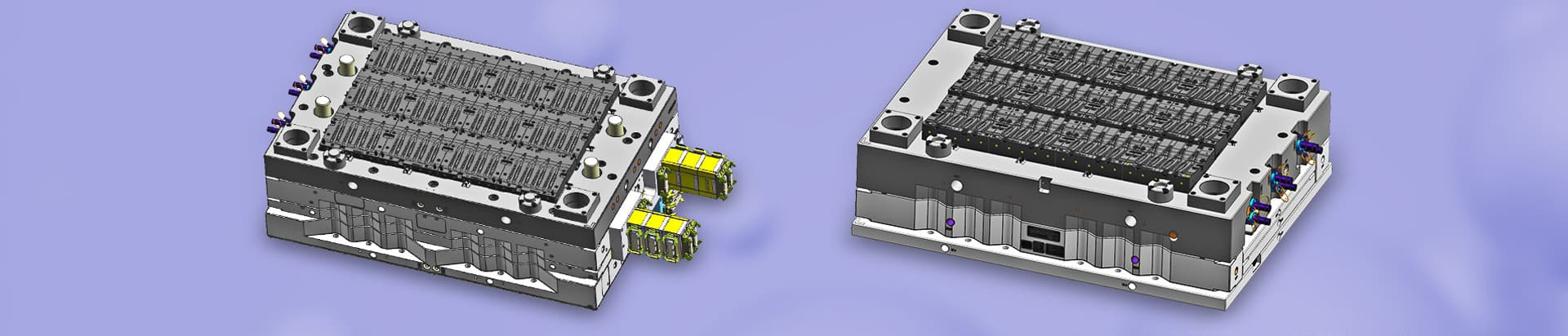




 Llámanos:
Llámanos:  Envíenos un correo electrónico:
Envíenos un correo electrónico:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.